

C型快速卸扣及梨形绳套使用方法及报废标准
文章作者:玖域(上海)机械有限公司 上传更新:2017-11-271. 卸船机用C型快速卸扣及梨形绳套说明
1.1 使用部门根据计算要求正确使用C型快速卸扣、梨形绳套,必须每班加锂基润滑脂1-2次,加油厚度3mm以上。
1.2 使用部门根据报废标准须定期检查磨损情况,每工班要做好点检,使用专用卡尺对C型快速卸扣、梨形绳套进行检查,凡达到报废标准的要及时更换,以防止生产中突然断裂,造成事故。
1.3 根据C型快速卸扣、梨形绳套的检查情况,做好预控,有计划的安排更换。
1.4 我公司提供以下数据为C型快速卸扣及梨形绳套在较好润滑条件下取得的数值,仅供参考。
1.5 初次使用我公司产品用户,使用前可与我公司联系咨询,我公司联系电话:021-69981332-201
2. C型快速卸扣
2.1 C型快速卸扣,参照标准:JT/T246-1995
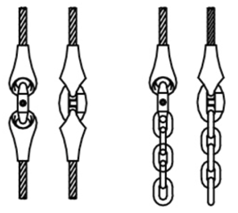
使用条件:C型快速卸扣一般使用于桥式抓斗起重机下钢丝绳端梨形绳套之间或与起重链之间的连接件,它以快速拆卸而广泛应用于抓斗、吊钩、吊具等的快速更换,在与梨形绳套的组合使用中能通过宽槽滑轮,提高起升的高度。
使用方式如下图:
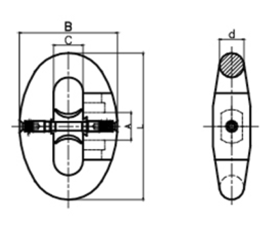
2.2 C型快速卸扣主要技术参数及说明
产品编号 | 基本尺寸(mm) | 安全系数 | 适配梨形绳套规格 | 适配起重链规格 | 装卸作业次数 | 较好润滑条件下卸货吨位 | 报废尺寸(d)mm | ||||
d | L | B | C | A | |||||||
JY6#-5t | φ 23 | 138 | 92 | 30 | 26 | 5 | 6#-φ20-21 | φ 20 | 2万次 | 7.5万吨以内 | φ 19.6 |
JY7#-6.3t | φ 25 | 150 | 100 | 32 | 28 | 5 | 7#-φ22-24 | φ 22 | 2万次 | 9.6万吨以内 | φ 21.3 |
JY8#-8t | φ 27 | 162 | 108 | 35 | 31 | 5 | 8#-φ25-27 | φ 25 | 2万次 | 12万吨以内 | φ 23.0 |
JY9#-10t | φ 29 | 174 | 116 | 37 | 34 | 5 | 9#-φ28-30 | φ 28 | 2万次 | 19万吨以内 | φ 24.7 |
JY10#-12.5t | φ 32 | 192 | 128 | 41 | 37 | 5 | 10#-φ34-36 | φ 30 | 2万次 | 24万吨以内 | φ 27.2 |
JY11#-14t | φ 35 | 210 | 140 | 44 | 40 | 5 | 11#-φ37-39 | φ 32 | 2.5万次 | 40万吨以内 | φ 31.5 |
JY12#-16t | φ 38 | 228 | 152 | 48 | 43 | 5 | 12#-φ40-42 | φ 36 | 2.5万次 | 45万吨以内 | φ 34.2 |
JY13#-21t | φ 41 | 246 | 164 | 51 | 46 | 5 | 13#-φ40-42 | φ 40 | 2.5万次 | 50万吨以内 | φ 36.9 |
JY14#-26t | φ 44 | 264 | 176 | 54 | 50 | 5 | 14#-φ43-45 | φ 45 | 3.5万次 | 55万吨以内 | φ 39.6 |
JY15#-32t | φ 47 | 282 | 188 | 58 | 52 | 5 | 15#-φ46-48 | φ 50 | 4万次 | 58万吨以内 | φ 42.3 |
JY17#-45t | φ 55 | 330 | 220 | 66 | 62 | 4 | 17#-φ53-56 | φ 55 | 5万次 | 60万吨以内 | φ 49.5 |
2.3 使用注意事项及报废标准
C型快速卸扣在与梨形绳套连接后使用时,表面及连接部分必须每班(8小时)加锂基润滑脂1-2次,加油厚度3mm以上。如产品在使用中,相关尺寸磨损超过10%、变形超过10%时应予以报废,如表面发现裂纹、缺损等应立即予以报废,产品出厂后,最长使用期限为2年。
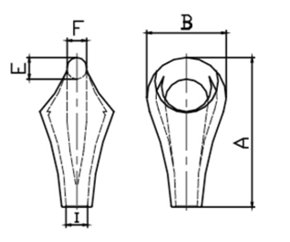
3. 梨形绳套
3.1 梨形绳套,参考标准:CB*654-84
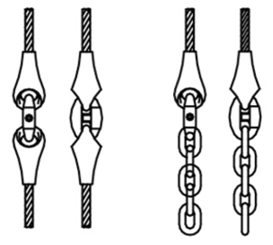
使用条件:桥式抓斗卸船机在使用抓斗进行煤炭、矿粉等散货装卸时,为了快速的更换各种抓斗,而在卸船机钢丝绳和抓斗开闭钢丝绳端安装钢丝绳梨形绳套,梨形绳套之间采用C型快速卸扣进行连接。抓斗在闭合状态下,抽出部分钢丝绳通过该连机组顺利绕过开闭滑轮,使得抓斗可以提升到较为理想的高度。
简图及使用方式如下图:
3.2 梨形绳套与钢丝绳的连接采用巴氏合金浇注进行制作。梨形绳套一般可进行2-3次重复浇注使用,合金浇注时温度≤360℃,当温度超过360℃时,梨形绳套将失去出厂时所具有的热处理后较好的机械性能。浇注前应进行预热,预热温度一般在105℃-175℃,外侧采用石棉包裹,使之在浇注后得到匀速缓冷。当梨形绳套在下一次重复浇注前应采用箱式电阻炉进行一次380℃的中温回火,保温时间≥3小时,出炉后空气冷却。以消除产品在局部重复加温后产生的复杂的残余应力。
3.3 梨形绳套主要技术参数及说明
产品编号 | 适用钢丝绳直径(mm) | 主要尺寸(mm) | 破断载荷KN | 适配C型快速卸扣规格 | 装卸作业次数 | 在较好润滑条件下卸货吨位 | 报废尺寸(E)mm | 报废尺寸(F)mm | ||||
A | B | E | F | I | ||||||||
JY6 | Φ20-21 | 152 | 84 | 23 | 21 | 22 | 245 | JY6#-5t | 2万次 | 7.5万吨以内 | 18.4 | 16.8 |
JY7 | Φ22-24 | 166 | 100 | 26 | 23 | 26 | 308 | JY7#-6.3t | 2万次 | 9.6万吨以内 | 20.8 | 18.4 |
JY8 | Φ25-27 | 186 | 100 | 28 | 25 | 29 | 392 | JY8#-8t | 2万次 | 12万吨以内 | 22.4 | 20 |
JY9 | Φ28-30 | 202 | 120 | 31 | 27 | 31 | 490 | JY9#-10t | 2万次 | 19万吨以内 | 24.8 | 21.6 |
JY10 | Φ34-36 | 212 | 120 | 32 | 29 | 35 | 612 | JY10#-12.5t | 2万次 | 24万吨以内 | 25.6 | 23.2 |
JY11 | Φ33-35 | 239 | 142 | 36 | 31 | 37 | 686 | JY11#-14t | 2.5万次 | 40万吨以内 | 28.8 | 24.8 |
JY12 | Φ36-39 | 264 | 142 | 39 | 35 | 40 | 784 | JY12#-16t | 2.5万次 | 45万吨以内 | 31.2 | 28 |
JY13 | Φ40-42 | 285 | 160 | 43 | 37 | 43 | 840 | JY13#-21t | 2.5万次 | 50万吨以内 | 38.7 | 33.3 |
JY14 | Φ43-45 | 313 | 166 | 47 | 41 | 47 | 1000 | JY14#-26t | 3.5万次 | 55万吨以内 | 42.3 | 36.9 |
JY15 | Φ46-48 | 335 | 166 | 49 | 43 | 51 | 1280 | JY15#-32t | 4万次 | 65万吨以内 | 44.1 | 38.7 |
JY17 | Φ51-56 | 400 | 220 | 60 | 54 | 59 | 1800 | JY17#-45t | 5万次 | 70万吨以内 | 54 | 48.6 |
3.4 使用注意事项及报废标准
在与C型快速卸扣连接后使用时,必须每班加锂基润滑脂1-2次,加油厚度3mm以上。如产品在使用中,相关尺寸磨损超过20%时则予以报废,如发现裂纹,变形应立即予以报废。
4.
拆卸方法
将相应的内六角扳手放入C型快速卸扣插入两侧的内六角孔中,用力按下并旋转90°松开即可(凭手感),取出中间连接块,退出端盖;
连接:将梨形绳套或起重链分别装入C型快速卸扣的两端,将中间连接块和端盖分别装回,将两端的内六角紧定螺栓右旋并顶入中间连接块两侧的锁紧孔内右转90°,听见咔擦一声后。中间块定位销(凸出部位)旋出。检查无误加好润滑油即可使用;



5. 梨形绳套浇注
5.1 选用巴氏合金(锡基或铅基);
5.2 加热设备:电烘箱或氧气乙炔加热。
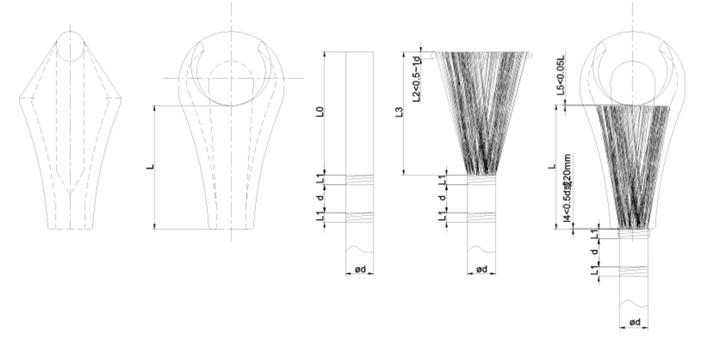
5.3 制作前应量出锥形套长度L。
5.4 绑扎钢丝绳长度L0为锥形套体长度L,绑扎
钢丝长度为钢丝绳径L1=1/2或20mm中较少者。
5.5 若钢丝绳为纤维芯钢丝绳,应去除纤维芯。
5.6 打散钢丝绳成钩状,并用钢丝绳专用清洗剂清洗,钢丝绳下弯长度为0.5-1d,完成后量出钢丝绳长度L3,清洗后晾干。
5.7 将氧气乙炔加热,放入巴氏合金,巴氏合金的熔点为240℃,将加热温度至350℃±10℃保温,并均匀的搅拌巴氏合金溶液,同时将梨形绳套套体温度加热至105℃-175℃之间。
5.8 固定好梨形绳套,让梨形绳套的中心与钢丝绳中心处于同一位置。
5.9 套体下端采用湿的耐高温包裹物对下口进行封堵。
5.10 浇注前应检查L4及L5尺寸是不是在规定范围内。
5.11 充分的搅拌使合金温度均匀,除去任何漂浮在熔化液中的渣滓,确定梨形绳套与钢丝绳干燥后,缓慢的用巴氏合金液态物进行浇注,直到套体完全充满。
5.12 当梨形绳套体内浇注处出现收缩,在梨形绳套表面应重新液化后再浇入巴氏合金液态物。
5.13 保持梨形绳套的温度,在室温下缓慢冷却至室温。
相关新闻
 沪公网安备 31011402004908号
沪公网安备 31011402004908号